

Отечественная промышленность берет курс на импортозамещение во многих сферах переработки пластмасс. Однако литье прецизионных деталей требует современных знаний, грамотной организации процесса литья и разработки технологических режимов, которые влияют на усадку, постусадку, фактические размеры и качество поверхности точных деталей. Данные параметры формируются узлом впрыска литьевой машины, пресс-формой, системой управления ТПА, а также организацией контроля качества сырья и изделий.
Узел впрыска задает температуру литья, объемную скорость впрыска, профиль изменения объемной скорости течения расплава по пути заполнения полости пресс-формы, давление в период заполнения формы, давление в период выдержки под давлением, а также профиль изменения приложения давления в этот период. Регулирование рассмотренных параметров выполняется системой управления ТПА и не требует дополнительных затрат.
Пресс-форма определяет такие параметры, как фактическое время периода выдержки под давлением (в холодноканальных пресс-формах зависит от диаметра впускного канала, который влияет на фактическое время отключения полости пресс-формы от нагревательного цилиндра) и температуру оснастки. Неравномерность температуры отдельных участков полости пресс-формы приводит к разнице усадок на разных участках отливок, что вызывает коробление и снижает размерную точность деталей. Равномерность температуры оформляющей полости обеспечивается системой охлаждения пресс-формы. Регулирование фактического времени периода выдержки под давлением при литье серии деталей, если в этом возникает необходимость, достигается заменой литниковой втулки, однако это требует дополнительного времени и затрат. Изменение системы охлаждения на уже готовой форме — также продолжительная, трудоемкая и дорогостоящая операция. Поэтому на стадии проектирования формы требуется особо тщательная проработка диаметра впуска (диаметра впускного канала), места его расположения и системы охлаждения, которые определяют параметры, влияющие на процесс литья и точность размеров деталей.

При литье точных деталей система охлаждения должна поддерживать равномерное температурное поле оформляющей полости пресс-формы. Обеспечить его в случае формования деталей со сложным профилем и разной толщиной стенок можно путем применения многоконтурной системы охлаждения и специального регулирования процесса отвода тепла с оснастки, что также потребует дополнительных инвестиций.
Технологические режимы литья точных деталей основаны на рекомендациях, которые производители полимерных материалов предлагают для переработки выпускаемых марок. Это так называемые стартовые режимы литья. Рекомендации по ним приведены в справочной литературе (в каталогах, на сайтах, в базах данных и других информационных источниках).
Отработка технологических режимов литья выбранного сырья для выпуска точных деталей начинается именно со стартовых режимов. Методология выбора марки, пригодной для получения точных деталей, учитывает заданные требования к эксплуатационным и технологическим свойствам, а также к размерной точности формуемых изделий. При нормальном уровне производства точных деталей получаются стандартные технологические допуски. В этом случае возможна оптимизация технологических параметров для повышения эффективности литья. При этом сохраняются изначальные требования к заданной размерной точности изделий, их внешнему виду и эксплуатационным свойствам.
В тех случаях, когда ставится задача повысить размерную точность деталей и получить допуск ниже стандартного, соответствующего нормальному уровню производства, в качестве ориентира используют «жесткий» допуск, получаемый при повышенном уровне литья. При этом вопрос о достижении максимальной экономической эффективности в качестве первоочередной задачи не ставится. В этих случаях технолог и конструктор пресс-формы используют в полной мере опыт по регулированию технологических параметров, учитывают технологические возможности имеющегося оборудования, а также организационную структуру производства, чтобы приблизиться к «жестким» допускам.
При корректировке технологических параметров нужно учитывать условия эксплуатации деталей. Например, фактическая усадка уменьшается с понижением температуры пресс-формы за счет увеличения скорости охлаждения. Поэтому в этом случае, если готовая деталь эксплуатируется при повышенной температуре, могут произойти дальнейшие релаксационные изменения в условиях эксплуатации. В результате фактическая усадка и размеры деталей могут измениться. При отработке технологических режимов литья точных деталей желательно избегать «жестких» режимов, таких как критически высокая температура и высокая объемная скорость впрыска, для того, чтобы минимизировать деструкцию материала. Это способствует сохранению свойств материала и обеспечению стабильности качества готовых деталей и их размерной точности. При выпуске точных деталей всегда продумывают тщательную подготовку материала к литью с целью обеспечения оптимальной влажности материала перед переработкой, при которой исключается гидролитическая деструкция материала, достигается стабильность технологических свойств и процессов переработки.
Требования к пресс-форме
В процессе литья пластиковых изделий пресс-форма является частью термопластавтомата и одним из важнейших его узлов. В настоящее время разработаны различные типы литьевой оснастки. Отклонения фактических размеров отливок от заданных размеров возникают из-за ряда технологических погрешностей, в число которых входят погрешности, связанные с пресс-формой. По разным практическим источникам эти погрешности могут составлять до 50% от общего допуска на размер деталей. Поэтому мероприятия, направленные на повышение точности изготовления оформляющих деталей полости пресс-формы, тщательная сборка оснастки и регулярный контроль износа оформляющих деталей повышают технический уровень литья. Это в свою очередь увеличивает размерную точность отливаемых деталей и снижает допуск.
Точность формуемых деталей зависит от изменения размеров оформляющей полости пресс-формы в процессе формования. Причина этого кроется в развитии в этой полости сил, которые стремятся ее «расширить». В периоды заполнения полости пресс-формы, нарастания давления и выдержки под давлением развивается большое давление, которое создает усилия, направленные на стенки полости в направлении, перпендикулярном перемещению плит. Эти усилия приводят к раскрытию формы и, соответственно, к изменению размеров отливок в этом направлении. Минимизировать это изменение можно благодаря увеличению толщины стенок пресс-формы, приданию соответствующей жесткости в этом направлении и использованию высокомодульных сталей для изготовления оформляющих полостей. А при настройке ТПА контролируют и задают соответствующее усилие запирания машины. Данные мероприятия способствуют повышению размерной точности отливаемых деталей.
В настоящее время при конструировании пресс-форм применяют как холодноканальные, так и горячеканальные литниковые системы. Главное различие между холодноканальными и горячеканальными литниковыми системами в том, что в ГКС расплав из горячего сопла инжекционной части по горячим каналам, которые имеют температуру, равную температуре литья, доходит до точки впуска в оформляющую полость оснастки. При литье точных деталей важно обеспечить стабильность температуры по объему порции расплава, поступающей в оформляющие гнезда пресс-формы. Для этого нужно поддерживать стабильность температуры по объему порций расплава, находящейся в инжекционном цилиндре и подготовленной для впрыска, а также стабильность температуры по объему порций расплава, находящихся в литниковых втулках горячеканальной системы. В ГКС минимизированы перепады температуры расплава по длине литниковых втулок. Именно поэтому горячеканальные литниковые системы имеют преимущества по сравнению с холодноканальными.
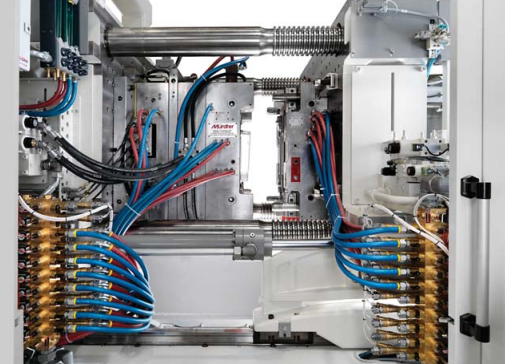
При литье точных деталей в многогнездных пресс-формах необходимо обеспечить равенство потерь давления в литниковой системе, а также одинаковую температуру расплава на входе в разные гнезда оснастки. Потери давления по длине литниковых каналов горячеканальных систем в таких пресс-формах минимальны. Расплав подается во все гнезда практически с одинаковой температурой. Таким образом горячеканальные литниковые системы обеспечивают стабильность процессов формования в разных гнездах и от цикла к циклу, что способствует повышению стабильности веса отливок, размеров и свойств отливок. Кроме того, одним из технологически важных параметров формования является время выдержки под давлением. При литье точных деталей очень важно правильно его задать и поддерживать. В горячеканальных системах время выдержки под давлением контролируется и автоматически воспроизводится с большой точностью, что достигается с помощью игольчатого клапана, который запирает вход в форму посредством применения электрического, пневматического, или гидравлического привода.